- 首页
- 产品介绍
- 冲压模具零件
- 模具用导引零件
- FA装置用高刚性滚针导引组
- FA装置用高刚性滚针导引组-HRGPFN

- 产品规格
- 产品特色
- 为何选择汉德威
| HRGPFN | 6 | 50 |
|---|---|---|
| | | | | | |
| 型号 | 导柱外径 D | 导柱长度 L |
- 高精度预压结构 : 可在导杆和导套之间对滚针衬套施加1~6μm的预压。
- 提供高刚性、真直性和高速性的导引 : 适用于多种设备:半导体、液晶相关实装装置、
检查装置、升降/滑座台、自动装置、冲压机、运送装置等广泛领域。 - 无需旋转即可负荷扭矩,有效防止横摆及俯仰现象的发生。
- 稳定运转与精密度,确保装置整体性能的稳定性。
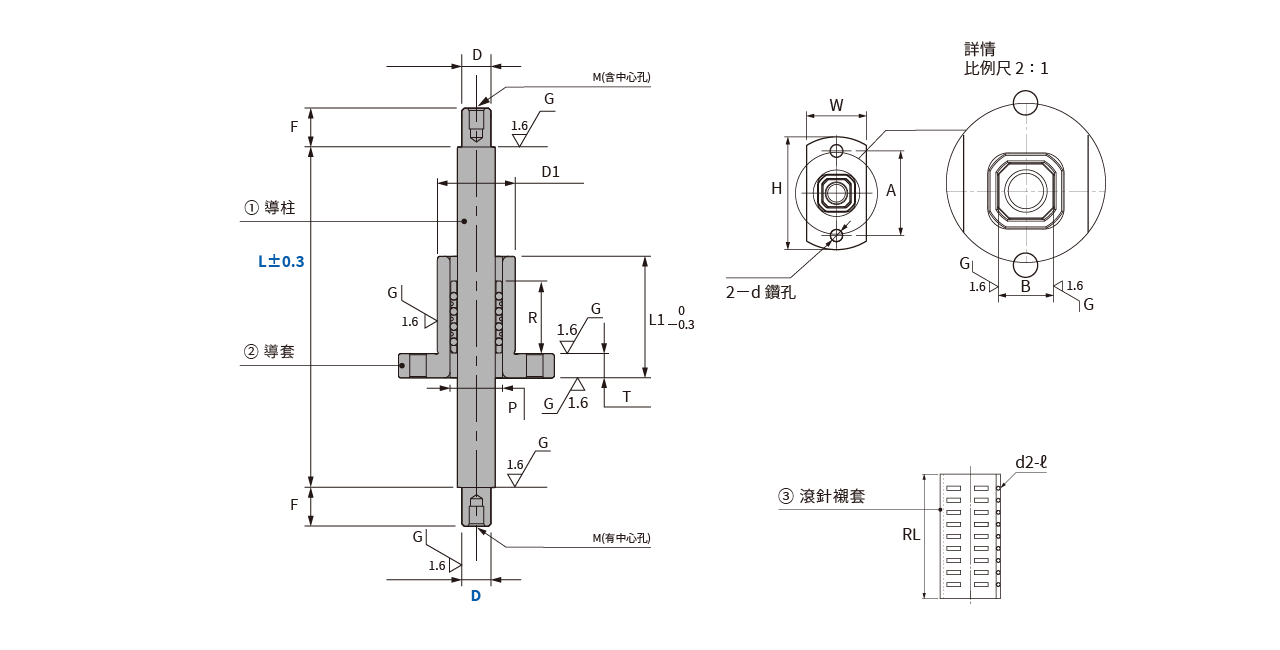
| 构成零件 | ||
|---|---|---|
| 名称 | 材质 | 硬度 |
| ① 导柱 | SUJ2 | 58 HRC |
| ② 导套 | SUJ2 | 58 HRC |
| ③ 滚针衬套 | 滚针: SUJ2 | - |
| 保持器: 超级工程塑料 |
||
| *使用环境温度 0 ~ 80℃ | ||
| D | L指定单位 10mm |
有效行程(往返) | ① 导柱 | |||
|---|---|---|---|---|---|---|
| F | B | d1 | M | |||
| 6 | 50~70 | 20 | 8 | 7.8 | 2.5 | M3×6 |
| 10 | 60~80 | 30 | 8 | 11.0 | 4.2 | M5×10 |
| 12 | 90~120 | 40 | 10 | 14.6 | 5 | M6×12 |
| 16 | 100~130 | 50 | 10 | 18.9 | 6.8 | M8×16 |
| Dg6 | ②导套 | ③滚针衬套 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D1 | L1 | T | H | W | P | d | A | RL | d2 | ? | 滚针数量 | ||
| 6 | -0.004 -0.012 |
16 | 25 | 5 | 32 | 17 | 10.8 | 3.4 | 24 | 15 | 1.5 | 4.8 | 16 |
| 10 | -0.004 -0.015 |
24 | 36 | 7 | 43 | 25 | 15.0 | 4.5 | 33 | 19 | 2.0 | 4.8 | 20 |
| 12 | -0.006 -0.017 |
31 | 50 | 7 | 50 | 32 | 18.6 | 5.5 | 40 | 30 | 2.0 | 6.8 | 24 |
| 16 | 32 | 60 | 7 | 55 | 33 | 22.9 | 6.6 | 43 | 33 | 2.0 | 6.8 | 24 | |
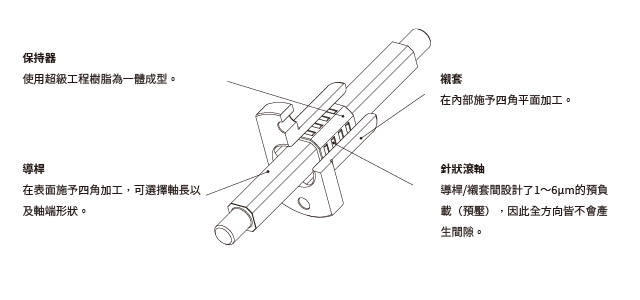
特点
将高精密度的针状滚轴,面对4个角面的导杆做4个方向的排列,在导杆和衬套间对针状滚轴产生1~6μm预压的构造。
在半导体、液晶相关实装装置以及检查装置、升降/滑座台、自动装置、冲压机、运送装置等等广泛领域中,能配合高刚性、真直性、高速性的导引。因形状为4角截面,不用旋转即可负荷扭矩、防止横摆以及俯仰的发生,维持流畅的运转以及稳定的精密度。
精密度基准

基准轴A为轴动平面4面的中心轴。
衬套真直度=±5μm以下。
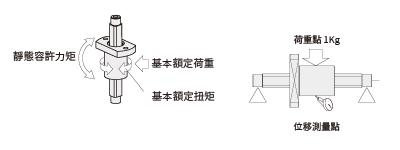
额定荷重一览表
| D | 基本额定扭矩 | 基本额定荷重 | 静态容许力矩 | ||
|---|---|---|---|---|---|
| CT动态 (N · m) |
CoT静态 (N·m) |
C 动态 (kN) |
Co 静态 (kN) |
Mo (N·m) |
|
| 6 | 12.3 | 21.0 | 3.4 | 5.0 | 10.6 |
| 10 | 48.7 | 84.4 | 6.8 | 10.0 | 23.0 |
| 12 | 91.3 | 162.9 | 11.9 | 17.4 | 76.4 |
| 16 | 115.7 | 212.0 | 11.9 | 17.4 | 83.6 |
| D | 伸缩量(L尺寸max时) |
|---|---|
| 6 | 6μm |
| 10 | 2μm |
| 12 | 2μm |
| 16 | 1μm |
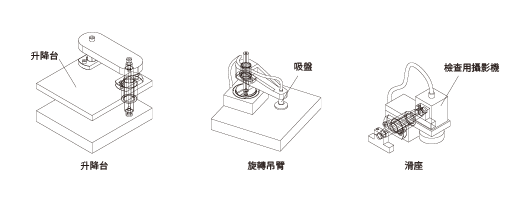
使用范例
注意事项
- 出货时已封入润滑油。请配合使用情况,适时以极压用润滑油(THK制AFC润滑油)给油。
- 请于设计时,将保持器设置在最大行程时仍不会从衬套中弹出的位置。
- 在组装保持器时,由于预压的缘故,请小心组装,切勿硬撬。(否则会造成保持器损坏、转动面刮伤等。
- 当转动面有尘埃或杂质附着时,请以护套等保护。
- 请于 80℃ 以下的环境使用,避免在高温下使用。
- 安装时衬套・导杆请勿用冷却接合。与深冷处理一样,残留沃斯田铁变态为麻田散铁并膨胀,内・外径会同时增加而无法使用。
电动车电池製造过程中电极冲压工艺的重要性
在电动车电池的製造过程中,电极冲压工艺至关重要。电极是电池的核心部件,其性能直接影响电池的容量、能量密度和寿命。电极冲压工艺是用于製造电池电极的关键工艺之一,其主要作用是将电极材料冲压成所需的形状和尺寸。
传统的电极冲压工艺主要採用人工牵引的方式进行,生产效率低、产品精度差、并且存在安全风险,难以满足现代工业的需求,导致企业生产效益低下和成本增加。为了克服这些问题,开发了自动化的电极冲压牵引装置。
提升电极冲压工艺精度的关键
提升电极冲压工艺精度的关键在于使用高精度的导柱。导柱是电极冲压牵引装置中的重要部件,其作用是引导和支撑电极材料在冲压过程中沿着指定的轨迹运动。
汉德威模座用滚针导柱组是高精度的导柱产品,其精度可达亚微米级,远超过传统导柱的精度。使用汉德威模座用滚针导柱组可以有效提高电极冲压工艺的精度,进一步提高电池的性能。
汉德威模座用滚针导柱组的优点
汉德威生产的模座用滚针导柱组,为解决上述问题提供了一个高效、精确的解决方案。该导柱组採用先进的高精度滚动技术,专为亚微米级别的工艺需求而设计,特别适用于电极冲压工艺中需要极高精度和稳定性的应用场景。
- 超高精度: 滚针导柱组的设计和製造保证了0.03um的冲压精度,显着提升了电极製造的精度和一致性。
- 顺畅运动: 通过超精细加工技术,导柱表面透过超精细加工,外观光滑无摩擦,确保电极冲压过程中的稳定运动和高效率。
- 减少震动: 导柱多边形结构设计有效减少了冲压过程中可能产生的震动,进一步提高了产品的加工质量和生产效率。
汉德威模座用滚针导柱组大幅应用于电极冲压牵引装置中,可有效提高电极冲压工艺的精度和效率。
汉德威模座用滚针导柱组不仅解决了传统电极冲压工艺中存在的精度和效率问题,还大幅提升了电池生产的安全性和可持续性。选择汉德威的专业导柱解决方案,是您提升生产效率和产品品质的最佳选择。
如需了解更多关于汉德威模座用滚针导柱组的详细资讯及适用于不同应用场景的型号建议,请随时联繫我们的专业团队。我们将竭诚为您提供最优质的技术支持和解决方案。
HEADWAY 汉德威以卓越的品质、坚定的承诺和建立伙伴关系的精神,为您呈现。作为自动化与模具零组件制造商,我们深谙自动化与模具技术,并不断创新和改进,确保产品在性能和可靠性方面表现出色。
在HEADWAY 汉德威的官方网站上,不仅可以浏览产品型录,每款产品都代表着我们对品质的承诺和对客户需求的回应。我们严格控制制造过程,使用高品质材料并进行精密加工,确保每个产品都能完美符合您的期望。
(1).一贯化生产。
(2).无最小起定量,一个也能制作。
(3).100%检验-从生产到检验设备都由汉德威来完成。
(4).接受来图询问客制加工品。
(5).产品问题及后续售后服务,专人为您服务。





